您好,欢迎访问烟台恒鑫化工科技有限公司!


technology
焊接制造技术,是一门综合性技术。在焊接过程中焊接缺陷如果影响产品的质量,会造成返修,严重的话甚至会造成焊接件报废,所以在此分析焊接过程中缺陷出现的条件及防治措施。防治焊接缺陷的首要条件是掌握缺陷的形成条件及形成原因,以制定制定合理的焊接工艺,并在焊接中制定工艺要求,并认真贯彻执行。气孔是指焊接时,熔池中的气体未在金属凝固前逸出,残存在焊缝之中所形成的空穴,气体是熔池从外界吸收的,或焊接冶金过程中反应生成的。气孔可分为氢气孔、氮气孔、二氧化碳气孔、一氧化碳气孔、氧气孔,熔焊中常见的气孔是氢气孔、一氧化碳气孔。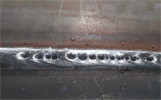 气孔减少了焊缝的有效截面积,使焊缝疏松,从而降低了接头的强度,降低塑性,还会引起泄露,气孔也是引起应力集中的原因之一,氢气孔还可能促成冷裂纹。气孔产生原因①二氧化碳电弧焊时,由于熔池表面没有熔渣盖覆,二氧化碳又有较强的冷却作用,因此熔池金属冷却速度较快,但气体来不及逸出时,就容易在焊缝中产生气孔。
气孔减少了焊缝的有效截面积,使焊缝疏松,从而降低了接头的强度,降低塑性,还会引起泄露,气孔也是引起应力集中的原因之一,氢气孔还可能促成冷裂纹。气孔产生原因①二氧化碳电弧焊时,由于熔池表面没有熔渣盖覆,二氧化碳又有较强的冷却作用,因此熔池金属冷却速度较快,但气体来不及逸出时,就容易在焊缝中产生气孔。
②焊接速度快,熔池结晶快,气体不易排出,也易产生气孔,产生的气孔主要有三种:一氧化碳气孔、氢气孔、氮气孔。
③焊丝不合格,气路漏气,焊嘴堵塞严重,焊枪角度太大,工件含碳量太大,工件表面有水等都可能导致焊缝气孔。防治措施①做好防风工作。
②焊条按照要求烘焙。
③母材、焊丝按照要求清理干净。
④氩弧焊时保护气体流量合适,氩气纯度复合要求。
⑤选用合适的焊接线能量参数,焊接速度不能过快,电弧不能过长,焊接时操作规范。通过对焊接过程中产生的气孔问题作出分析,找出焊接产生气孔的原因并制定正确的焊接工艺,焊接时按照正确的步骤操作,就可避免焊接时出现气孔。我公司生产用于焊接作业的焊接防飞溅剂,在焊接前将产品喷涂在工件表面,焊接后落在焊缝两边的焊渣,轻轻一触即可除掉,保证焊接后工件表面美观。公司主营焊接防飞溅剂、水乙二醇抗燃液压液、热处理淬火介质、金属切削液、防锈剂、超声波清洗剂、水处理化学品、机加工助剂等,产品以节能、环保、高效的质量,获得客户的一致好评。
 您的位置:
您的位置: 电话0535-8015296
电话0535-8015296 邮箱sales@thi.com.cn
邮箱sales@thi.com.cn 公司地址山东烟台开发区武汉大街19号
公司地址山东烟台开发区武汉大街19号